Category Archives: 후기, 팁, 테스트
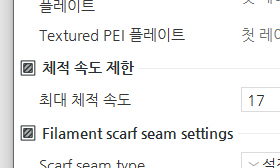
a1모델의 좀 더 빠른 출력을 위해서 0.8mm 노즐을 구매해서 설치를 했는데, 출력 예상 시간이 0.4mm노즐 때보다도 더 오래 걸리는 것이 아닌가? 뱀부랩(bambulab) 3D프린터 사용자 그룹에서 답을 찾을 수 있었다. 나는 뱀부랩 슬라이서의 기본 설정을 사용중이었는데 MVS(최대 체적 속도) 값이 너무 낮게 설정되어 있었던 것이다. MVS는 압출 속도 제한이라고 이해하면 될 것 같다. 출력 설정에서 보통 외부는 퀄리티를 위해서 느리게 출력하지만 내부를 채울 때는 아주 빠르게 출력하도록 설정이 되어있는데, MVS 값이 낮으면 압출 속도에 제한이 걸려있기 때문에 아무리 출력 속도값을 높게 설정해도 속도가 더 빨라지지 않는다. 0.8mm 노즐에서 mvs 값을 어느정도 올렸더니 예상 출력 시간이 확실히 줄어들었다. 기존의 다른 속도 설정은 … 더 보기

더 빠른 출력을 위해서 0.8mm 노즐을 구매했다. 해외에서 오느라 일주일 넘게 걸린 것 같다. 노즐 교체 자체는 유튜브 영상처럼 쉽고 빠르게 교체가 가능했다. 바로 뱀부랩 스튜디오에서 0.8mm 노즐 설정을 불러와서 슬라이스를 해봤다. 그런데 이상했다. 0.4mm로 슬라이스 했을 때보다 출력 시간이 더 걸린다고 표시된 것이다. 알고보니 mvs라고 필라멘트 설정에서 체적 속도 제한, 최대 체적 속도 값을 올려줘야 했다. 이 숫자가 낮으면 필라멘트가 나오는 속도가 느리기 때문에 아무리 다른 값을 빠르게 해줘도 출력에 걸리는 시간이 줄어들지 않는다. 최대 체적 속도 값이 8로 되어 있었는데 40으로 수정해봤다. 그제야 슬라이스를 해보니 출력 시간이 큰 폭으로 감소했다. 그런데 실제 출력해보니 결과물이 너무 이상하게 나왔고, 30으로 … 더 보기
최근에 뱀부랩 A1을 607,000원에 파이토스에서 구매했다. 파이토스가 뱀부랩 공식 총판이라고 한다. 아… 그런데 이 글 쓰면서 판매 페이지 들어가봤더니 신학기 맞이 기간 한정 세일이라고 499,000원에 팔고 있네… (내 돈!!!) 얼핏 듣기로 신제품 출시가 얼마 남지 않아서 세일을 한다는 것 같다. 아무튼 마음을 추스르고(ㅠ.ㅠ) A1후기 + 기존에 사용하던 P1P과 비교해보겠다. 내가 A1을 구매한 이유는 내가 개발하고 모델링한 제품을 출력해서 스마트스토어에서 팔아볼 생각이라 프린터가 추가로 필요할 것 같아서다. P1P를 하나 더 살까도 했는데, 해외 직구로만 구매할 수 있기도 하고 A1을 일단 써보고 쓸만하면 A1을 여러대 구매하는 것도 나쁘지 않을 것 같아서 체험해 볼 겸 구매했다. 또한 A1의 매력은 저렴한 가격이나 P1P처럼 한쪽 … 더 보기
3D프린터를 사용하다 보면 출력 방식에 따라 품질과 효율이 크게 달라집니다. 특히 개별 출력 방식은 장점도 있지만 계산과 설정이 까다로워 한 번쯤 고민해본 적 있을 겁니다. 오늘은 제가 구식 프린터부터 최신 프린터까지 경험한 개별 출력의 개념과 그 필요성, 그리고 PETG 필라멘트와 노즐 선택에 따른 차이를 정리해 보겠습니다. 1. 개별 출력이란 무엇인가? 개별 출력 방식은 여러 개의 모델을 동시에 출력할 때, 각 모델을 독립적으로 완성하는 방식입니다. 이 방식은 노즐이 이미 출력된 모델에 충돌하지 않도록 설계하는 것이 핵심입니다. 하지만 이것이 쉬운 작업은 아닙니다. 출력 경로와 모델 간의 간격을 꼼꼼히 계산해야 하며, 노즐 높이 설정도 세심하게 조정해야 합니다. 2. 구식 프린터에서 개별 출력이 필요한 … 더 보기

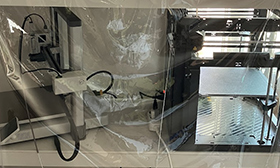
1. 킹룬 kp3s 박스 챔버 나는 킹룬 kp3s를 거실에서 사용중인데 겨울에 너무 추워서 그런지 초기 안착을 잘 시켰는데도 수축으로 인해 바닥에서 자꾸 떨어지는 현상이 생겼다. 그래서 꼬깔콘 택배 종이 박스 두개를 포개서 챔버를 만들어봤다. 박스로 만든 챔버 위 사진처럼 대충 가위, 칼로 자르고 접고 테이프로 붙여서 만들었다. 택배 종이 박스로 챔버를 만들 때의 소소한 팁이라면 박스를 자르기보다는 박스가 접히는 부분의 반대편에 칼집을 살짝 내주고 접는게 훨씬 편하다. 접은 부분이 너덜거리면 테이프로 붙여서 고정하거나 그부분만 잘라내면 된다. 앞에 입구에는 큰 비닐로 막았다. 비닐을 올렸다가 내렸다가 할수도 있고 귀찮으면 옆으로 젖혀도 된다. 나는 평소에는 옆으로 젖혀서 사용하고 필라멘트 교체할 때만 위로 말아 … 더 보기
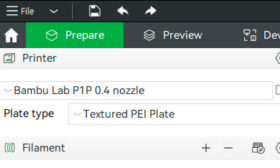
p1p는 기본 설정으로도 엄청 잘 뽑히더라. PETG 기준 내 설정 백업이다. 나도 기본 설정에서 크게 바꾼 것은 없고 내가 조금 만진 부분 저장해두는 개념으로 여기에 올리는 것이다. 노즐 온도 234정도로 사용하다가 조금 푸석한 것 같아서 3도 더 올려봤는데 나도 직접 출력은 안 해봐서 잘 모르겠다. (그런데 온도 차이가 크지 않아서 큰 상관은 없을 것 같다.)

3d 프린터 출력물 방수 재료 사용기, 테스트 후기, 방법 추천라는 글을 썼었는데 좀 더 자세한 방법을 영상으로 만들어봤다. 개인적으로는 타이트 본드3가 정말 만족스럽다. 한 번 방수해놓으니까 몇개월이 지나도 물이 새지 않고 있다. 참고로 타이트 본드3는 사업자 등록증이 있어야만 구매가 가능하다. 하지만 나무 도마에 사용해도 될 정도로 무독성이라고 해도 사람이 먹거나 마시는 용도의 용기로는 사용하지 않는게 좋을 것 같다. 참고로 타이트 본드를 바를 때 냄새가 나는데(약간 시큼한 냄새?) 그리 나쁘진 않은데 그래도 오래 맡고 싶진 않다.

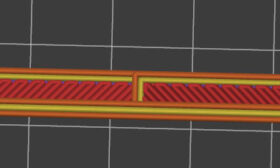
오버행 테스트를 해봤다. 참고로 나는 킹룬을 쓰고 있고 재료는 PETG이고 노즐의 크기는 0.8mm이고 레이어 높이는 0.4mm를 사용중이다. 나는 화분 같은 원통형을 자주 뽑아서 그런 형태로 뽑아보면서 테스트를 해봤다. 테스트 모양은 내가 알아볼수 있을 정도로만 대충 출력하기 위해서 만든 모양인데, 바닥에서 올라가는 처음 각도는 45도, 그 다음은 57도, 63도 69도 점점 더 기울기가 심해진다. 벽의 두께 1.5mm (두 줄) 두줄로는 45도마저도 예쁘게 출력되지 않았고 그 이상은 엄청나게 처지게 나왔다. 벽의 두께 2.3mm (세 줄) 세줄로는 57도까지는 깔끔하게 나왔고 그 이상도 그렇게 나쁘지 않게 나왔다. 벽의 두께 3.0mm (네 줄) 네줄로 해봤더니 세줄보다 더 안 좋게 나왔다. 57도까지는 잘 나왔고 그 이상은 … 더 보기

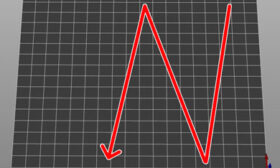
이론상 레이어(층) 높이가 낮을수록 오버행 각도를 더 크게 쓸 수 있다. 실제로도 그렇기도 하다. 레이어 높이를 0.4mm로 해서 그런지 담배 부분과 귀 부분의 층이 처져있다. 그래서 레이어 높이를 그부분만 0.1mm로 출력했더니 깔끔하게 나왔다. 그런데 꼭 그 이론대로만 되는 것은 아니더라. 45도의 기울기를 0.8mm 노즐에서 0.4mm 레이어로 했는데도 나름 깔끔하게 나왔다. 같은 모양을 0.3mm 레이어로 해봤는데 보기에는 더 울퉁불퉁하게 나왔다. 아마도 0.2mm로 출력했으면 결과물은 훨씬 좋았을 것 같다. 하지만 여기서 포인트는 예상했던 것과 달리 0.4mm 높이로도 나름 훌륭한 결과물이 나왔다는 것이다. 내가 처음 예상했던 것은 아래의 이미지처럼 되는 것이었다. 일단 내가 0.8mm 노즐을 사용중이니까 절반 이상을 나가면 흘러내릴거라는 예상을 했다. 그래서 … 더 보기
나는 PETG를 주로 사용하기 때문에 PLA보다 거미줄이 많이 생긴다. 그래서 거미줄을 더 안 생기게 하기 위해서 고민하다가 개별 출력을 위주로 사용했었다. 개별 출력은 이론상 거미줄이 덜 생긴다. 출력 속도가 더 빠를 수도 있다. (계속 왔다갔다 안 하니까.) 하지만 신경쓸 것이 너무 많고 출력 시간을 아끼는 것보다 출력물을 잘 배치하는 것에 시간이 더 많이 들수도 있다. 한꺼번에 출력하는 것보다 한 번에 여러개를 뽑지도 못한다. 또한 출력물과 노즐이 걸릴 위험도 높다. (그러면 출력을 실패하거나 3d 프린터가 고장날 가능성도 높다.) 사실 얼마전까지도 개별 출력을 위주로 사용하다가 최근에 한꺼번에 출력을 해봤는데 생각보다 나쁘지 않았다. 아니 생각 이상으로 너무 좋았다. 설정을 그렇게 해서 그런 것 … 더 보기
일단 모델링이 잘못되거나 깨지면 당연히 슬라이싱 했을 때 정상적으로 나오지 않는다. 출력에 문제가 생길 수도 있다. 그 문제 이외에 내가 겪었던 경험을 써보려고 한다. 일단 프루사 슬라이서에서 “물체(Gizmo)를 베드 위로” 라는 메뉴를 쓰지 않는 것을 추천한다. 그 기능을 이용해서 각도를 변경하면 정확하게 90도로 회전하지 않는 경우가 있는 것 같다. 그러면 바닥면에도 문제가 생길 수 있고, 맨 윗면이 평평해야 할 때 일정한 부분만 한 레이어가 더 추가되는 문제가 발생할 수 있다. 그러니까 회전 기능으로 각도를 회전하는 것이 더 나은 것 같다. 폴리곤이 제대로 닫혀있지 않을 때도 문제가 발생하더라. 이것도 당연하다고 할수도 있긴 한데, 나는 모델링 할 때 거울 기능, 인스턴스(instance) 기능을 … 더 보기
나는 킹룬 kp3s라는 fdm 3d 프린터를 쓰고 있는데 이게 좋은 것인지 다른 프린터들도 이정도인지는 모르겠지만 고장도 안 나고 정말 잘 쓰고 있다. 아마 다들 오래 쓰다보면 자기만의 노하우가 생기고 크게 수리하거나 손 대는 곳 없이 필요할 때마다 편하게 출력을 할 수 있을 것이다. 나는 아주 주관적으로 킹룬 kp3s를 쓰면서 내가 알게 된 팁들을 써보려고 한다. 일단 프루사 슬라이서 내 설정 캡처 (킹룬 kp3s)도 참고하면 좋을 것 같다. . . 나는 PETG 필라멘트 + 탄소유리베드 조합이 정말 편한 것 같다. 베드의 온도를 60도에서 70도 정도로 맞추면 안착은 잘 되는 편이다. 불안하면 브림 값을 넉넉히 주면 된다. 출력이 끝나고 베드 온도가 40도 … 더 보기

3D 프린터로 출력할 때 필라멘트로 PETG에 대한 정보는 많다. 나는 되도록 개인적으로 느낀 점 새로운 점 위주로 두서없이 말해보려고 한다. 일단 가격이 PLA보다 살짝 비싸긴 하지만 가격차이가 그렇게 크진 않다. 내 프린터는 킹룬인데 킹룬코리아 네이버 스마트 스토어에서 PETG 필라멘트를 주로 구매한다. 그런데 색상 종류가 많지 않아서 아쉽다. 1108/ 최근에 뱀부 p1p를 구매해서도 필라멘트는 킹룬의 PETG만 사용하고 있다. 뱀부 p1p로 출력하니까 꼭 PLA로 출력한 것처럼 거미줄이 거의 없다시피 해서 신기했다. / 최근에 필라맨이라는 곳에서 투명이나 다른 색을 사서 출력해봤는데 기존 킹룬의 PETG랑 온도 조건이 비슷해서 기존에 사용하던 킹룬 PETG와 동일한 설정에서 출력해도 잘 나와서 마음에 든다. PETG는 출력이 PLA보다는 살짝 까다로운 … 더 보기